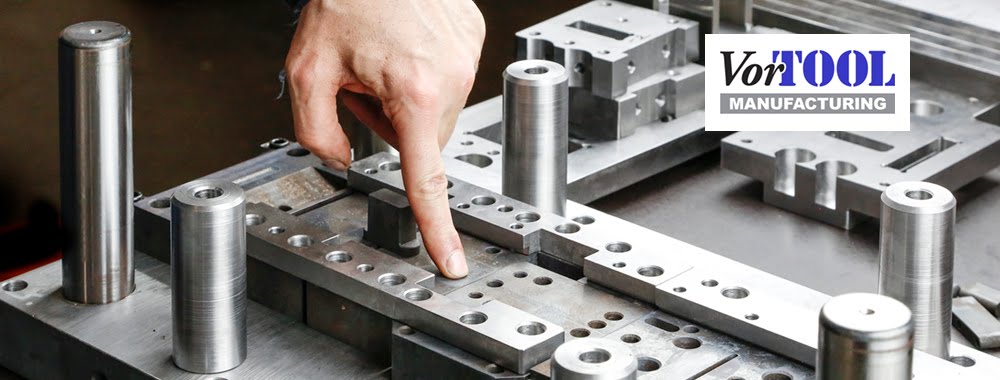

Stamped metal parts usually require more than one operation. The sample progressive blanking tool produces a high volume mounting bracket that pierces holes, blanks out a shape by cutting the strip into separate parts and finally folds the part into an L shape. At each hit a final product falls off at the end of the tool. It is made for a high production automated punch press using coil and an air feeder for continuous operation.
This progressive blanking tool design includes all the necessary features that any stamping tool should have from ease of use, high accuracy and reliable operation. It includes strip feed and guide, stripping, slug separation, and feeder actuation. As an option the tool can be used as a manually operated tool without the air feeder using strips instead of coil.

Stamped metal parts usually require more than one operation. The sample progressive blanking tool produces a high volume mounting bracket that pierces holes, blanks out a shape by cutting the strip into separate parts and finally folds the part into an L shape. At each hit a final product falls off at the end of the tool. It is made for a high production automated punch press using coil and an air feeder for continuous operation.
This progressive blanking tool design includes all the necessary features that any stamping tool should have from ease of use, high accuracy and reliable operation. It includes strip feed and guide, stripping, slug separation, and feeder actuation. As an option the tool can be used as a manually operated tool without the air feeder using strips instead of coil.


Ball Bearing Guided High Precision Progressive Tool for
High Speed Automated Production