Metal stamping dies can punch various materials such as metal, plastics, paper, etc.. Materials can come in a form of sheet, strip or coil. They can be shaped, like tubing, extrusions, channels, etc.
Check out our metal stamping die projects by Vortool Manufacturing made in Canada.

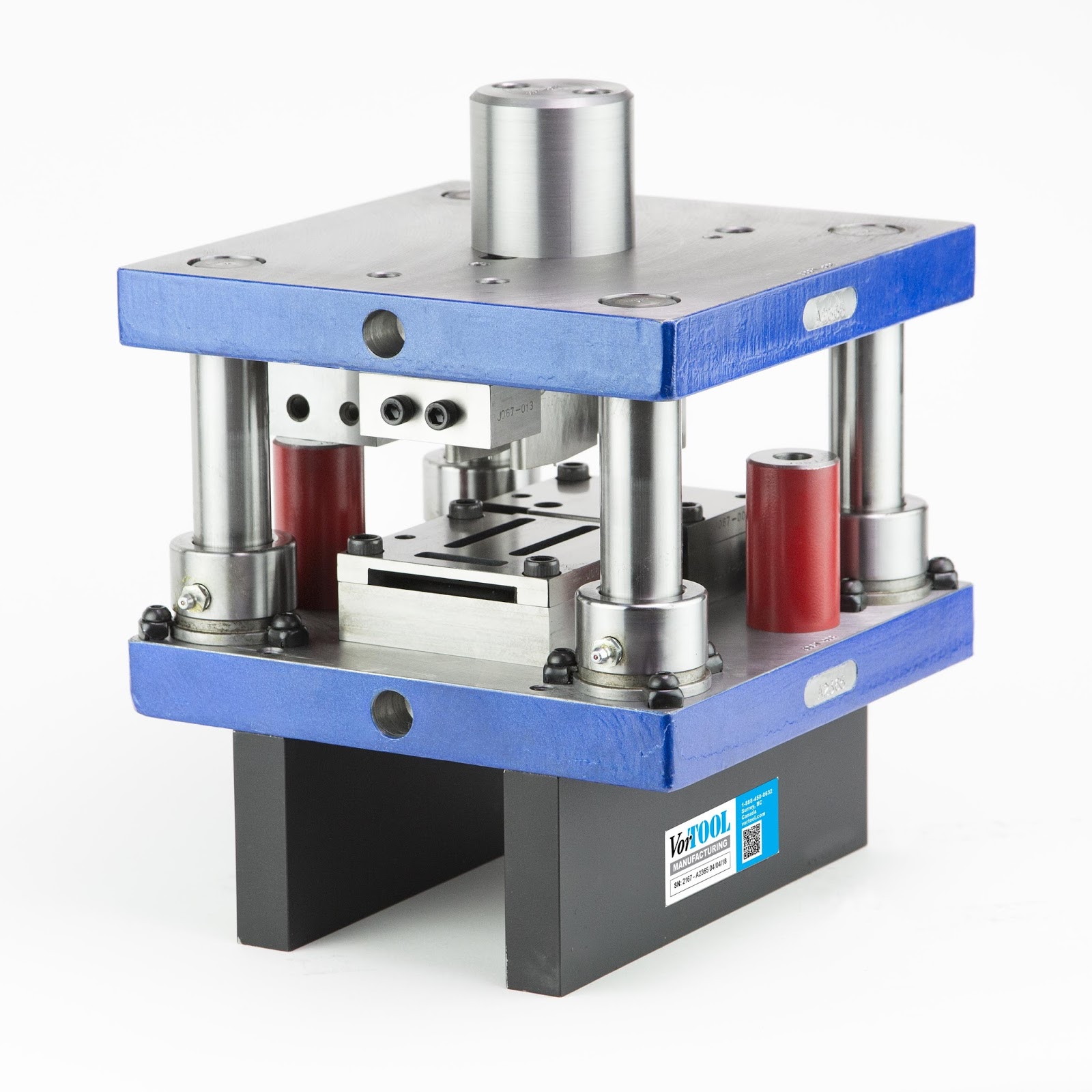
Multi set up metal stamping die for punching holes

Double D hole punching tool and die

Metal stamping tool to punch oblong holes in curved aluminum extrusion

Multiple station hole punching mandrel tooling for aluminum tubes

Ball end wire rope crimping and swaging die

Custom metal stamping die

Progressive metal stamping die